
| PREDALLES TIPO PR-LCA Descrizione
Tuttavia, il tipo di impianto, la manutenzione costante e l'attenzione per le procedure di produzione (descritte piu' avanti) rendono un'ottima finitura esterna. La caratteristica dell'impianto ed in particolare la tolleranza di soli 6 mm. di svasatura, che riduce la superficie di giuntura, consentono una notevole qualita' estetica del manufatto, senza comprometterne quella tecnologica.
Stoccaggio predalles I vantaggi dei solai a predalles sono noti: semplicita' della posa in opera, velocizzazione dei tempi di montaggio, costi contenuti, ecc. L'alleggerimento degli elementi viene ottenuto interponendo blocchi di polistirolo (in stabilimento) o di laterizio (in cantiere). Le Piastre PR-LCA vengono fornite con certificazione ministeriale di "produzione in serie dichiarata" n.43633/43731 del 4/3/98 del Min. LL.PP. - Ufficio Tecnico Centrale del C.S.L.P.
Ciclo produttivo La prima fase costituita dall'assemblaggio delle armature (R.E.S., tralicci ed eventuali ferri aggiuntivi), compresi i distanziatori. Questi ultimi hanno la duplice funzione di posizionare in maniera ottimale l'armatura suddetta permettendone l'avvolgimento completo da parte del conglomerato e di creare il collegamento traliccio-rete, necessario nelle fasi di trasporto e posizionamento. Contemporaneamente viene eseguita la pulizia dei casseri per il tramite di spazzolatura meccanica cui seguono, nell'ordine, il posizionamento dei fermagetti e l'oliatura con appositi additivi disarmanti. La fase successiva e' costituita dal posizionamento delle armature precedentemente assemblate, cui segue il getto del calcestruzzo. Questo viene confezionato in una linea di lavorazione a parte composta da vasche coperte per gli inerti, silos per il cemento, impastatrice planetaria, dosatore semiautomatico e vibratori pneumatici per uniformare e costipare il getto allo spessore pre-impostato. Segue il posizionamento di eventuali blocchi di polistirolo. Il cassero e' quindi pronto a proseguire il percorso all'interno del forno di stagionatura composto da tre linee e dotato di aereotermi ad aria calda ventilata. All'uscita del forno il manufatto viene sformato e quindi stoccato.
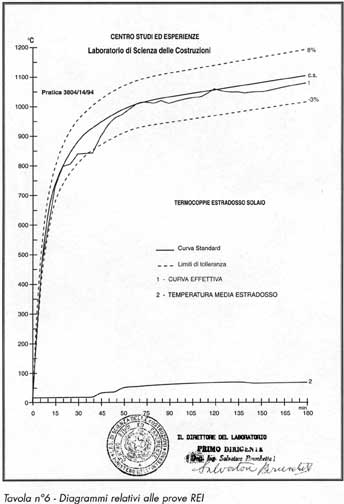
Controllo della produzione Sono state eseguite, infatti, prove di resistenza al fuoco per la certificazione REI del 01/02/95, ottenuta presso il Centro Studi ed Esperienze-laboratorio di Scienze delle Costruzioni - della Direzione Generale della Protezione Civile e Servizio Antincendio del Ministero degli Interni - Caserma VV.FF. di Capannelle - Roma.
I risultati delle prove sono stati
eccellenti : i solai prefabbricati campione hanno dimostrato una
perfetta resistenza ad una temperatura di circa 1100 °C all'intradosso,raggiungendo
una temperatura inferiore all'estradosso,dopo ben 180 minuti di
prova(tav.n 6).
|